 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produk









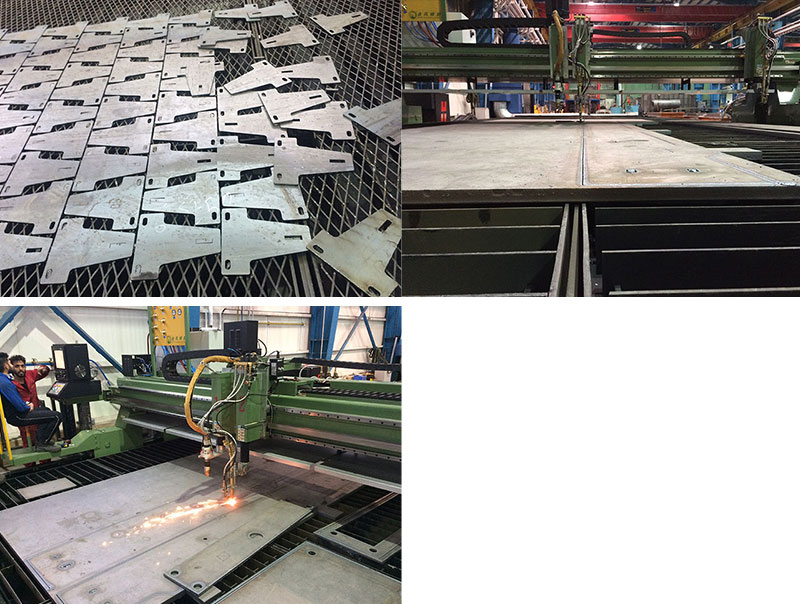
Mesin Pemotong Plamsa Dan Oxyfuel
JINFENG® ialah pengilang profesional China dan pembekal Mesin Pemotong Plamsa Dan Oxyfuel CNC dengan harga yang berpatutan. Mesin Pemotong Plamsa dan Oxyfuel CNC ialah mesin pemotong haba berprestasi tinggi untuk pemprosesan pada kepingan logam dengan peralatan dan alatan berfungsi yang berbeza.
Hantar Pertanyaan
Muat Turun PDF
Penerangan Produk
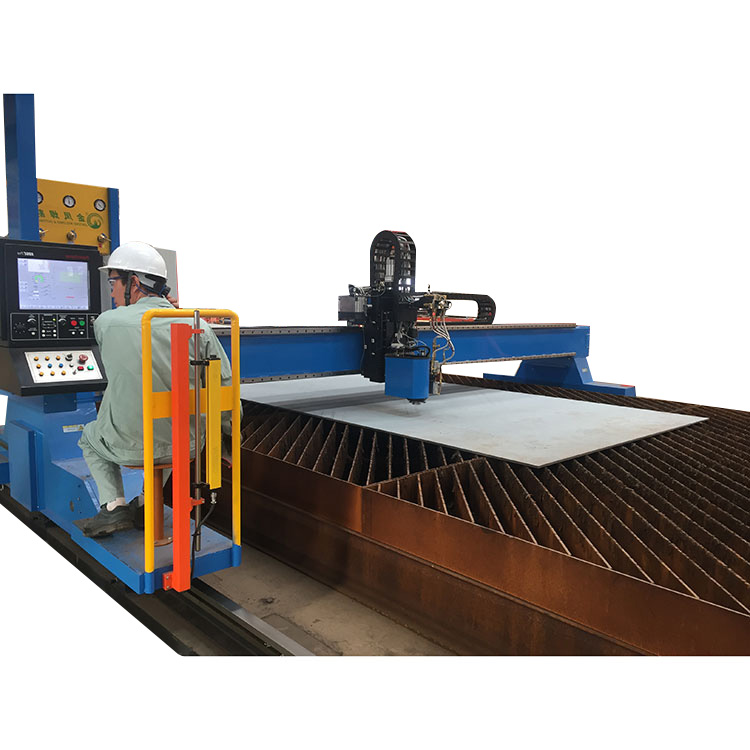
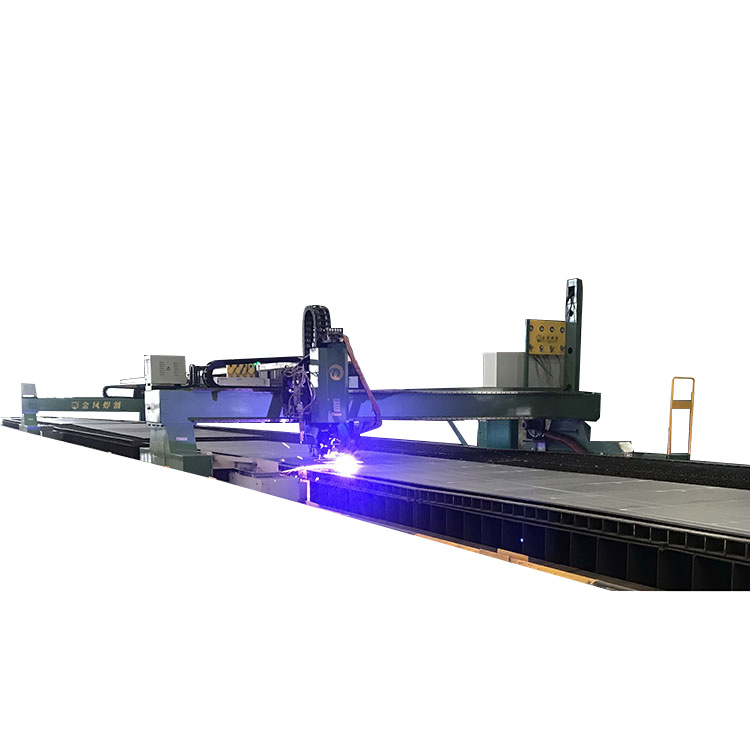
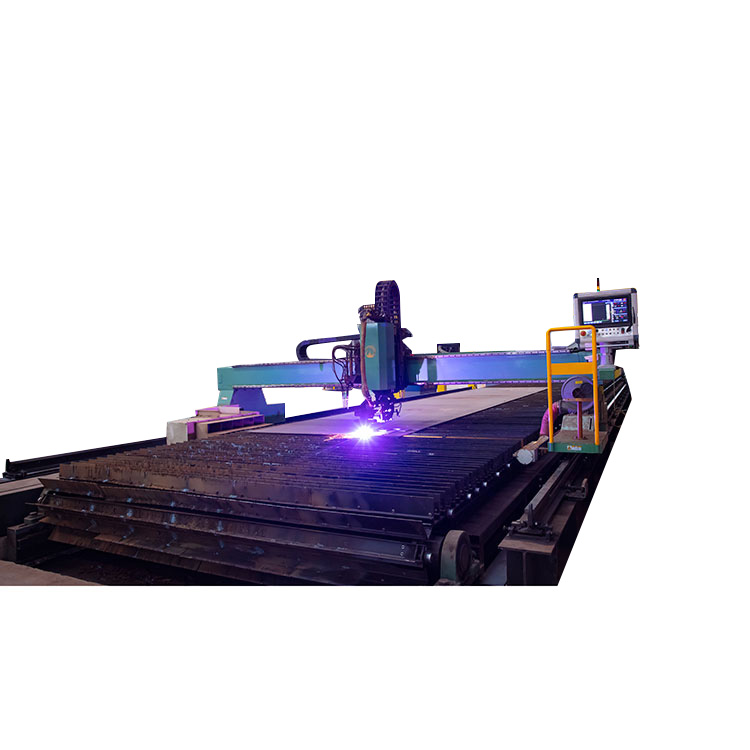
JINFENG® adalah pengilang profesional China dan pembekal CNCMesin Pemotong Plamsa Dan Oxyfueldengan harga mampu milik. CNCMesin Pemotong Plamsa Dan Oxyfueladalah mesin pemotong haba berprestasi tinggi untuk pemprosesan pada kepingan logam dengan peralatan dan alatan berfungsi yang berbeza.
TG/TPG
CNCMesin Pemotong Plamsa Dan Oxyfuel
Untuk semua CNCMesin Pemotong Plamsa Dan Oxyfuelyang dikeluarkan oleh JINFENG WELDCUT akan dihantar kepada Pengguna Akhir dengan jaminan 2 tahun.
CNCMesin Pemotong Plamsa Dan Oxyfueladalah pemacu dwi dengan motor servo. Rel untuk portal berjalan dibuat daripada rel kereta api dengan kekerasan yang tinggi, yang merupakan pemesinan dan pengisaran yang tepat oleh mesin pengisar rel untuk memastikan ketepatan rel kurang daripada 0.02mm, dengan itu untuk memastikan pemotongan bahagian yang berkualiti tinggi.
CNCMesin Pemotong Plamsa Dan Oxyfuelsangat popular dalam industri yang berbeza untuk pemprosesan kepingan logam.
Spesifikasi
|
Model |
TG |
TPG |
|
Rel rentang |
6m ~14m |
3m ~14m |
|
Lebar kerja |
Rel rentang - 1m |
Rel rentang â 1.5m |
|
Panjang rel |
>6m |
>6m |
|
Pemotongan Serong Putaran Plasma |
Tidak |
ya |
|
Pemotongan Serong Putaran Oxyfuel |
ya |
ya |
|
Penanda inkjet |
ya |
ya |
|
Pemotongan menegak plasma |
ya |
ya |
Ciri Dan Aplikasi
1. Menyokong pemotongan Plasma kering, penandaan Plasma, pemotongan bahan api Oxy, perisian CAD-CAM, penandaan inkjet, banyak alat dan peralatan berfungsi yang berbeza.
2. Kelajuan perjalanan memunggah sehingga 18m/min untuk pacuan dwi. (Kelajuan lebih tinggi sebagai pilihan)
3. Menyokong perisian Nesting berbeza yang boleh mencipta program pemotongan standard DIN.
4. Pemasangan yang ringkas dan mudah
Peralatan dan alatan
Untuk tujuan pemprosesan berbeza Pengguna, terdapat banyak peralatan dan alatan pilihan yang boleh diintegrasikan ke CNCMesin Pemotong Plamsa Dan Oxyfueluntuk merealisasikan pemotongan khas untuk meningkatkan kecekapan pengeluaran Pelanggan.
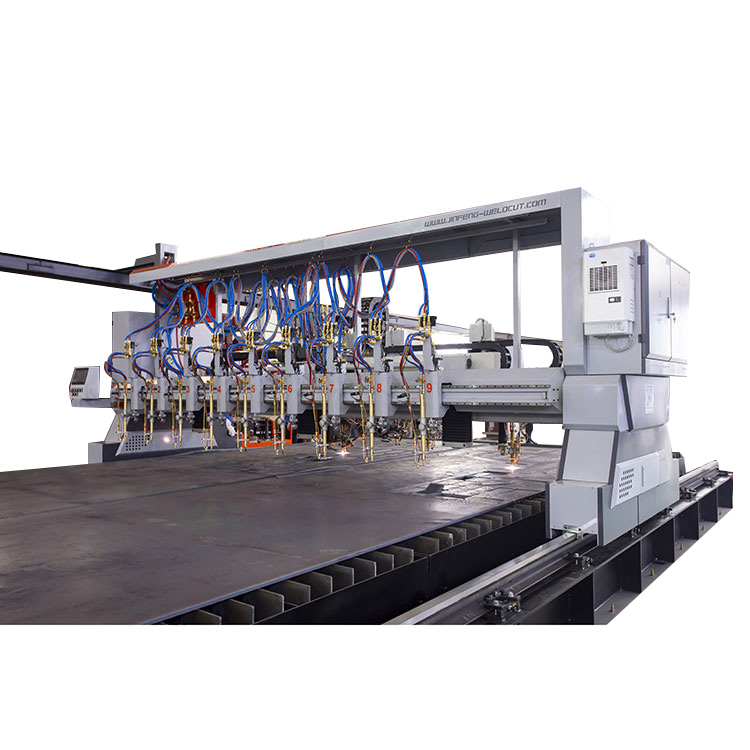
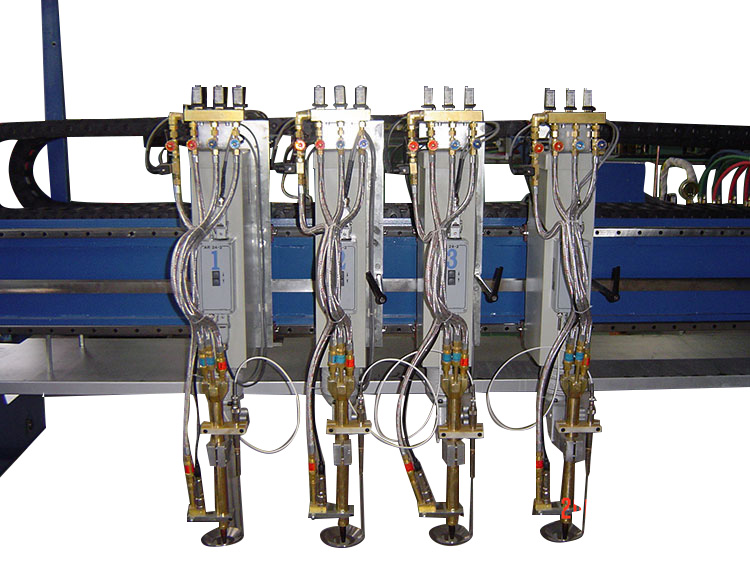
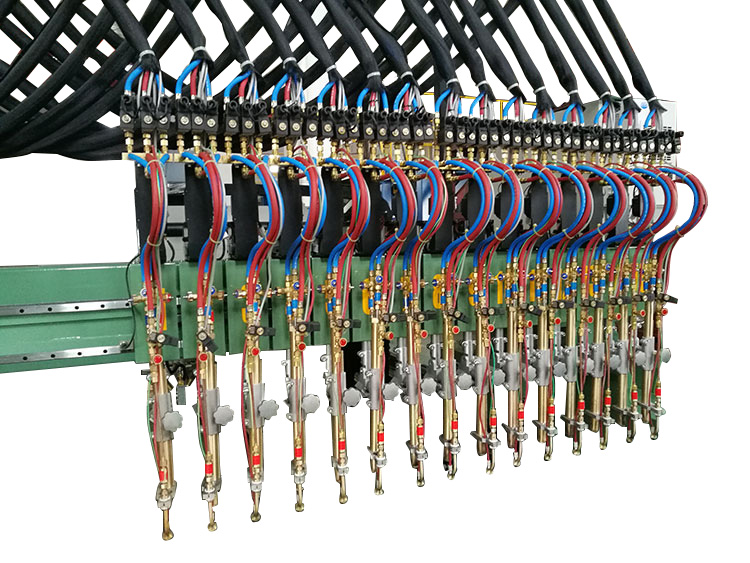
1.0 Pelbagai obor
Pelanggan boleh memilih nombor obor CNC yang mereka perlukan.
Obor oxyfuel CNC adalah dengan peranti penyalaan automatik dan sensor ketinggian kapasitif sebagai pilihan
2.0 Pemotongan jalur
Unit pemotongan jalur adalah reka bentuk khas untuk syarikat pembinaan keluli, limbungan kapal yang mempunyai banyak jalur untuk dipotong. Selalunya jalur digunakan dalam perniagaan struktur keluli sebagai web dan bebibir untuk menghasilkan rasuk H yang dikimpal atau di limbungan kapal sebagai web dan bebibir untuk menghasilkan rasuk T untuk pengeras kapal. Obor pemotong jalur boleh dipasang di bahagian belakang CNCMesin Pemotong Plamsa Dan Oxyfuel.
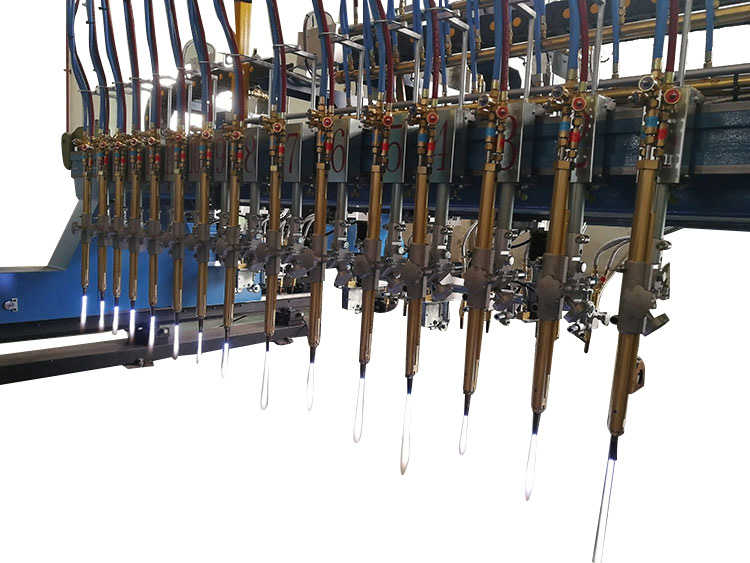
Pemotongan 3 jalur dengan tempat letak kenderaan automatik
Pada setiap obor jalur motor servo dipasang. Dengan memasukkan kedudukan dan jarak antara obor jalur, maka setiap obor jalur boleh bergerak ke kedudukan yang diperlukan dalam mod automatik, tanpa pelarasan manual oleh pekerja.
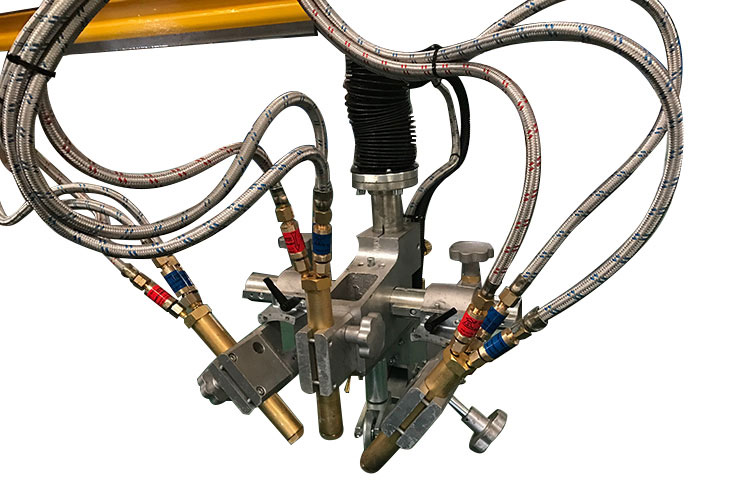
4. Kepala obor tiga untuk kepala serong lurusâSerong Api 1D
Dalam fabrikasi keluli terdapat banyak kerja kimpalan. Untuk kimpalan berkualiti baik dengan penembusan penuh, mungkin perlu membuat penyediaan serong untuk kimpalan. Untuk aplikasi ini, kami memperkenalkan pemotongan serong dengan kepala obor tiga kali ganda, iaitu kepala serong dengan 3 pcs obor pemotong oxy. 3 obor menyala pada masa yang sama untuk memotong pada plat keluli untuk mendapatkan bahagian dengan serong dalam V, Y atau K yang mungkin diperlukan pada satu laluan pemotongan. Yang merupakan proses kecekapan yang sangat tinggi untuk pemotongan serong.

5. Kepala plasma untuk serong putaranâSerong Plasma 3D
Ini ialah kepala serong putaran infiniti untuk memotong bahagian dengan garis melengkung dengan tepi serong untuk kimpalan
Kerana kepala serong Plasma 3D untuk pemotongan serong adalah lebih berat apabila dibandingkan dengan kepala obor lain, tetapi pemotongan plasma memerlukan ketegaran yang tinggi dan pecutan yang tinggi. Atas sebab ini, syarikat kami telah menggunakan bahan aluminium penerbangan berkekuatan tinggi untuk membuat kepala serong Plasma 3D ini dan menggunakan teknologi kimpalan kacau geseran untuk mengimpal kepala serong Plasma 3D dengan itu untuk mengurangkan berat pengangkutan. Akhirnya kami mencapai berat ringan, ketegaran tinggi dan pecutan berkelajuan tinggi kepala serong Plasma 3D untuk meningkatkan kualiti pemotongan plasma. Badan pengangkat menggunakan bentuk rel panduan linear + skru bola untuk merealisasikan pengangkatan berketepatan tinggi dan menggerakkan obor pemotong

6. Nyalakan tiga kepala untuk pusingan serongâ Nyalaan serong 3D
Ini adalah kepala putaran dengan obor gas tiga kali ganda untuk melakukan pemotongan pada bahagian dengan tepi serong dengan garis melengkung.
Strukturnya adalah untuk memasang 3 obor pada satu stesen. Obor Pertama digunakan untuk memotong di bawah serong. Obor kedua untuk pemotongan menegak, Ketiga untuk pemotongan serong atas. Dengan pemotongan ini maka boleh mencapai serong dengan ketepatan tertentu. Jenis serong ialah: V, X, Y, K. Sudut serong ialah 23-45º. Kerana sudut serong adalah relatif kepada ketebalan plat, oleh itu terdapat terhad kepada ketebalan serong. Ketebalan serong maksimum ialah 75mm. Sila rujuk jadual untuk ketebalan pemotongan dan sudut stesen serong garis lurus Flame triple torch. Pada gerabak atas kami memasang Unit Putaran untuk memutarkan pemasangan obor tiga kali dengan motor servo dan kotak gear untuk mendapatkan gerakan putaran yang tepat, boleh dipercayai. Kepala berputar sehingga 400 darjah dalam kedua-dua arah dari kedudukan sifar

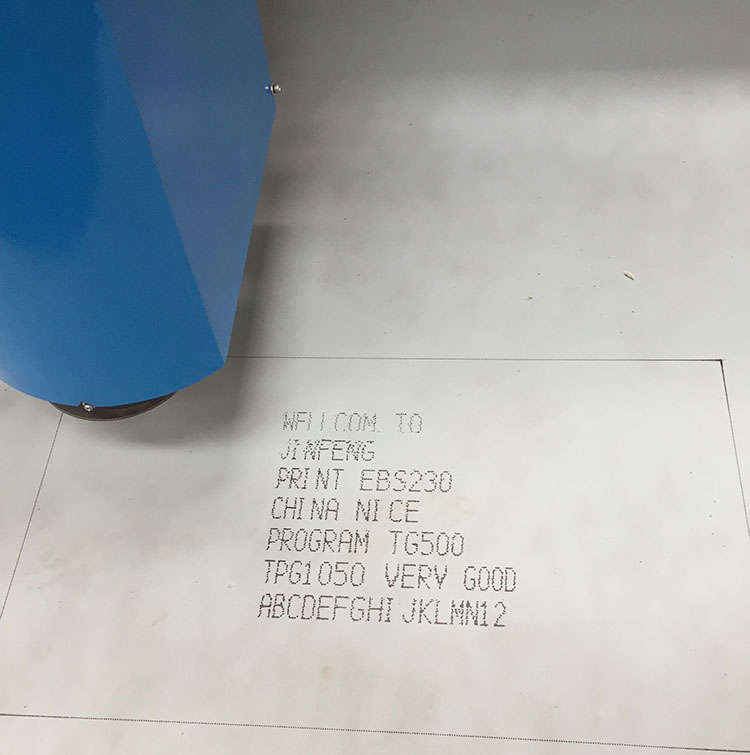
7. Penanda InkJet
Peranti penanda inkjet adalah jenama terkenal dari Jerman.
Sebelum memotong pada plat keluli, nama bahagian, kedudukan bahagian dalam struktur keluli, dan proses pemprosesan seterusnya setiap sisi bahagian, seperti keperluan kimpalan, semburan pada bahagian pemotongan. Di satu pihak, ia adalah mudah untuk pengenalpastian dan penyimpanan dan pengurusan pengangkutan bahagian, sebaliknya, ia adalah mudah untuk pemprosesan dan pemasangan dan kimpalan bahagian dalam proses berikutnya
JINFENG menggunakan pencetak inkjet Jerman yang diimport. Selepas tamat pancutan dakwat, paip aliran balik secara automatik bergerak ke muncung untuk membentuk gelung tertutup dan mengelakkan dakwat daripada kering. Ia boleh menyelesaikan masalah dengan berkesan bahawa dakwat muncung biasa mudah kering dan menyekat muncung. Inkjet permukaan keluli berkualiti tinggi mengguna pakai injap solenoid dengan teknologi berpaten yang boleh dipercayai yang tinggi, yang meningkatkan kekencangan dan kepekaan, menjadikan fon lebih fleksibel. Prestasi mesin Inkjet Jerman boleh dipercayai, tahan lama, boleh memenuhi semua jenis keperluan inkjet industri, boleh bekerja dalam persekitaran yang keras, seperti persekitaran habuk, persekitaran basah, barisan pengeluaran persekitaran getaran juga boleh menjadi operasi biasa. Dalam kes penyelenggaraan yang diperlukan, modularisasi peralatan membolehkan anda menggantikan bahagian yang gagal dengan mudah, mengurangkan masa untuk rawatan kegagalan dan mengurangkan kos.
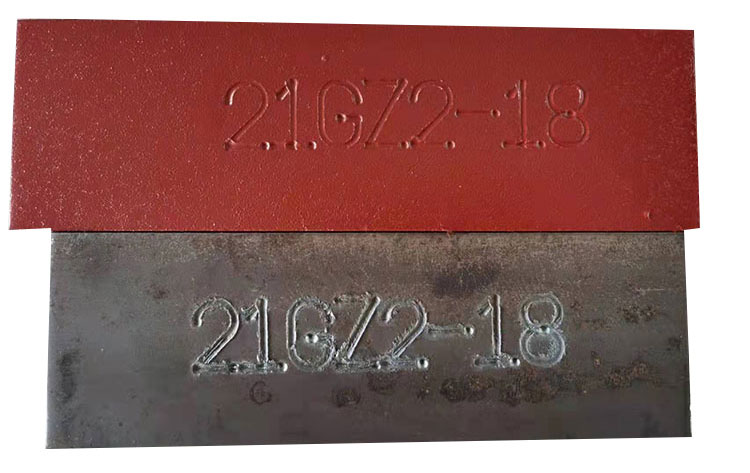
8. Penanda titik peen
Mengikut keperluan Pengguna untuk menumbuk huruf dan nombor sebagai nombor bahagian setiap bahagian yang dipotong, dan tebukan ini pada bahagian yang dipotong adalah kekal untuk masa yang lama.
Penandaan tebuk adalah fungsi yang sangat penting dalam teknologi pemotongan.
Apabila Pengguna membuat lukisan CAD bahagian yang dipotong, mereka perlu memasukkan maklumat penandaan tebukan. Kemudian perisian bersarang akan menukar data penandaan secara automatik ke dalam program pemotongan.
|
Jenama |
Jenama daripada G7 |
|
Ketinggian watak |
10mm |
|
Kuantiti maks baris |
5 baris |
|
Kuantiti maksimum aksara setiap baris |
20 |
|
Kawasan penandaan maksimum pada setiap bahagian |
100x80mm |
|
Putaran |
Tiada putaran |
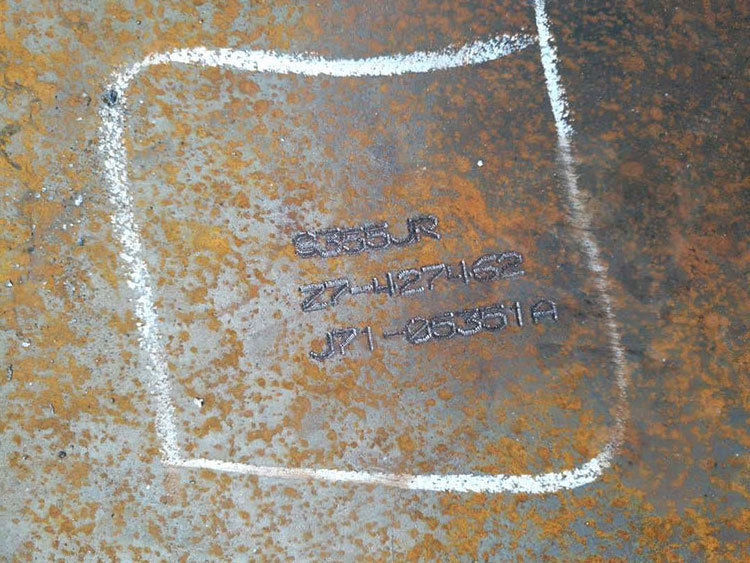
9. Penandaan plasma
Selepas mengkonfigurasi bahagian perisian, obor pemotong plasma boleh direalisasikan fungsi scribing plasma pada plat.
|
1 |
Lebar garisan |
2-3mm |
|
2 |
Kedalaman garisan |
0.05-0.2mm |
|
3 |
Kelajuan menandakan |
1000-2000mm/min |
|
4 |
Penandaan panjang |
Max 12000mm |
|
5 |
Lebar penandaan |
Lebar web â diameter obor |
|
6 |
Nyahcas arus kecil dengan permukaan keluli untuk membentuk calar pada permukaan keluli |
|
Teg Panas: Mesin Pemotong Plamsa Dan Oxyfuel, China, Pengilang, Pembekal, Borong, Kilang, Disesuaikan, Buatan China, Harga, Kualiti, ECA
Kategori Berkaitan
Hantar Pertanyaan
Sila berasa bebas untuk memberikan pertanyaan anda dalam borang di bawah. Kami akan membalas anda dalam masa 24 jam.
Produk Berkaitan






X
Kami menggunakan kuki untuk menawarkan anda pengalaman menyemak imbas yang lebih baik, menganalisis trafik tapak dan memperibadikan kandungan. Dengan menggunakan tapak ini, anda bersetuju dengan penggunaan kuki kami.
Dasar Privasi